






Detergents, Disinfectants, and Sanitizers Manufacturing: A High-Turnover, Profitable Industrial Sector
The detergents, disinfectants, and sanitizers industry has become one of the strongest operational sectors, delivering fast capital turnover and stable profitability when implemented with a well-designed production line and precise machinery.
Continuous demand from local markets and export sectors makes this field a real opportunity for factories seeking essential products that are resilient to market fluctuations.
When product preparation, accurate filling, and professional packaging are seamlessly integrated, the factory transforms into a competitive, scalable production system with consistent growth.
Why the Detergents and Disinfectants Industry Is a Profitable Industrial Project
Detergents and sanitizers are daily-use consumer products relied upon by households, institutions, factories, and hospitals—providing manufacturers with a permanent demand base.
Moreover, the variety of product forms (liquid, creamy, and semi-liquid) enables production line expansion without major structural changes, significantly improving return on investment.
Types of Detergent and Disinfectant Products Supported by Production Lines
Household Liquid Detergents
Including dishwashing liquid, laundry detergent, floor and glass cleaners—products that depend on precise mixing and consistent filling.
Liquid Disinfectants and Sanitizers
Such as hand sanitizers, surface disinfectants, and medical antiseptics, which require high accuracy in concentration, filling, and compliance with health standards.
Creamy and Semi-Liquid Detergents
Including bathroom cleaners, pastes, and heavy-duty cleaners, requiring specialized filling machines designed for high viscosity.
Stages of the Detergents and Disinfectants Production Line
Raw Material Preparation
Basic chemical materials are received and accurately measured according to the formula to ensure consistent quality.
Mixing and Homogenization
Industrial mixers are used to achieve uniform consistency and the required texture for each product.
Inspection and Quality Control
Color, viscosity, and concentration are verified before proceeding to filling.
Filling
The filling machine is selected based on product type and container size.
Packaging and Market Preparation
The final stage that makes the product ready for local sale or export.
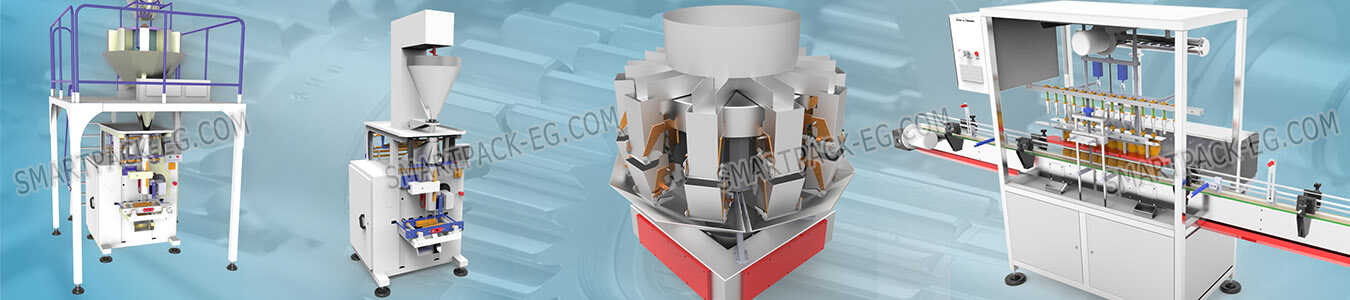
Filling Machines Used in Detergents and Disinfectants Factories
Choosing the right filling machine has the greatest impact on product quality, waste reduction, and production speed.
Types of Industrial Filling Machines
-
Automatic liquid filling machines
-
Semi-automatic filling machines for mid-scale projects
-
Filling machines for creamy and high-viscosity products
Filling Machines and Operational Specifications
| Filling Machine Type | Products Filled | Factory Throughput | Direct Impact on Profit |
|---|---|---|---|
| Automatic Liquid Filling Machine | Liquid detergents, disinfectants, sanitizers | High-speed, stable operation with consistent accuracy | Reduced waste and higher productivity |
| Semi-Automatic Filling Machine | Medium production lines and multiple products | Flexible operation with partial manual control | Lower initial investment cost |
| Cream Filling Machine | High-viscosity detergents | Accurate filling without leakage | Improved final product quality |
Packaging Machines and Their Role in Product Marketing
Professional packaging protects containers during transport and gives products a strong commercial appearance that builds trust with markets and importers.
Types of Packaging Machines Used
-
Bag packaging machines
-
Shrink wrapping machines
-
Carton packaging machines for export
Industrial Packaging Machines Overview
| Packaging Machine Type | Factory Use | Marketing Value | Export Relevance |
|---|---|---|---|
| Bag Packaging Machine | Individual container packaging | Professional look and leak protection | Suitable for local markets |
| Shrink Wrapping Machine | Bundling units for sale | Easier transport and reduced damage | Required for large-scale distribution |
| Carton Packaging Machine | Export shipment preparation | Full protection during shipping | Essential for international export |
Integrated Production Line for Detergents and Disinfectants
An integrated production line connects mixing, filling, and packaging into a single workflow, reducing labor, improving operational efficiency, and increasing production capacity without compromising quality.
When properly designed, the factory can reliably meet both local demand and export orders.
At this stage, manufacturers rely on specialized solutions provided by Smart Pack to design production lines that match project size and market requirements.
How a Detergents Factory Achieves Maximum Profitability
-
Minimizing filling waste
-
Increasing production speed
-
Enhancing packaging quality
-
Ensuring export readiness
Each of these factors is directly linked to selecting the right machines and integrating them into a balanced production line.
Frequently Asked Questions
Is the detergents industry suitable for export?
Yes, provided that formulation quality, filling accuracy, and packaging standards are met.
Can multiple products be produced on the same line?
Yes, with flexible and adjustable machinery.
Which stage most affects product quality?
The filling stage, as it determines quantity accuracy and final appearance.
Do creamy products require special machines?
Yes, dedicated machines for high-viscosity products are required.
Why work with a specialized company?
To design an efficient production line that minimizes errors and maximizes profitability.
Successful detergents and disinfectants factories rely not only on the product itself, but on an integrated production system that starts with preparation and ends with a fully filled, packaged, and market-ready product.
When filling and packaging machines are carefully selected, the factory becomes a profitable and sustainable industrial project.







